Производим станки для
холодной ковки с 2006 года.

Производим станки для
холодной ковки с 2006 года.
Заполните анкету
 Корзина
Корзина
![]()
![]()
![]()
![]()
+7 (343) 289 00 28
Производим станки для
холодной ковки с 2006 года.
Главная
![]() Оборудование
Оборудование
![]() Мастер Универсал
Мастер Универсал

Видео станка Мастер Универсал


Станок "Мастер-Универсал"

"Мастер-Универсал"
Мы в социальных сетях:




Подпишись и будь в курсе всех новинок и акций!
В рассрочку от 19 183 р./месяц
ВЫГОДНЫЕ ЦЕНЫ
Мастер Универсал.Старт= 235000р Станок +базовый набор оснастки для начала работ.
Мастер Универсал.Оптима= 295000р Больше оснастки. Больше размер проката.
Мастер Универсал.Премиум= 309000р.+ тугой завиток в подарок Лучшая, но не максимальная(!) комплектация самого мощного станка в линейке.
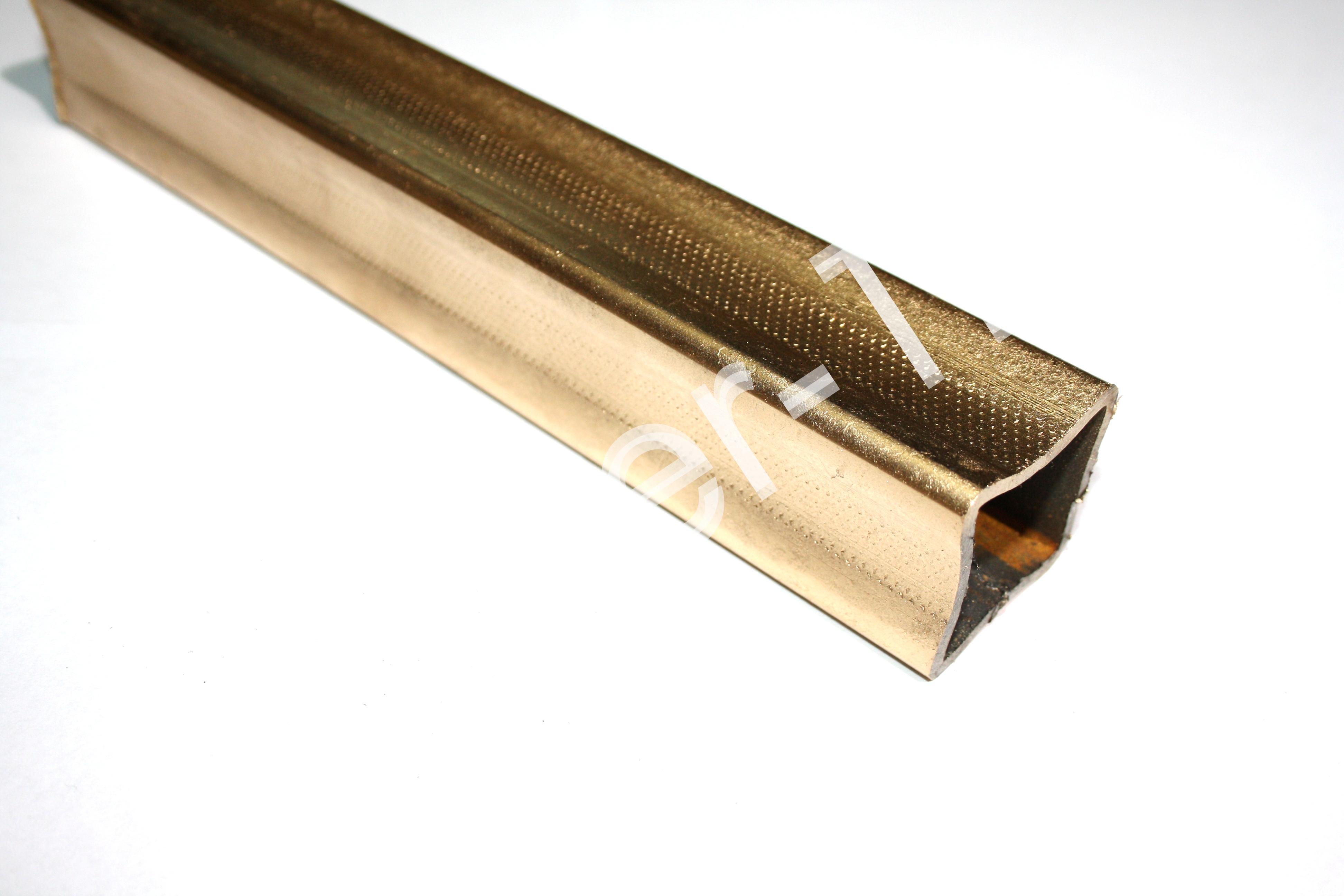
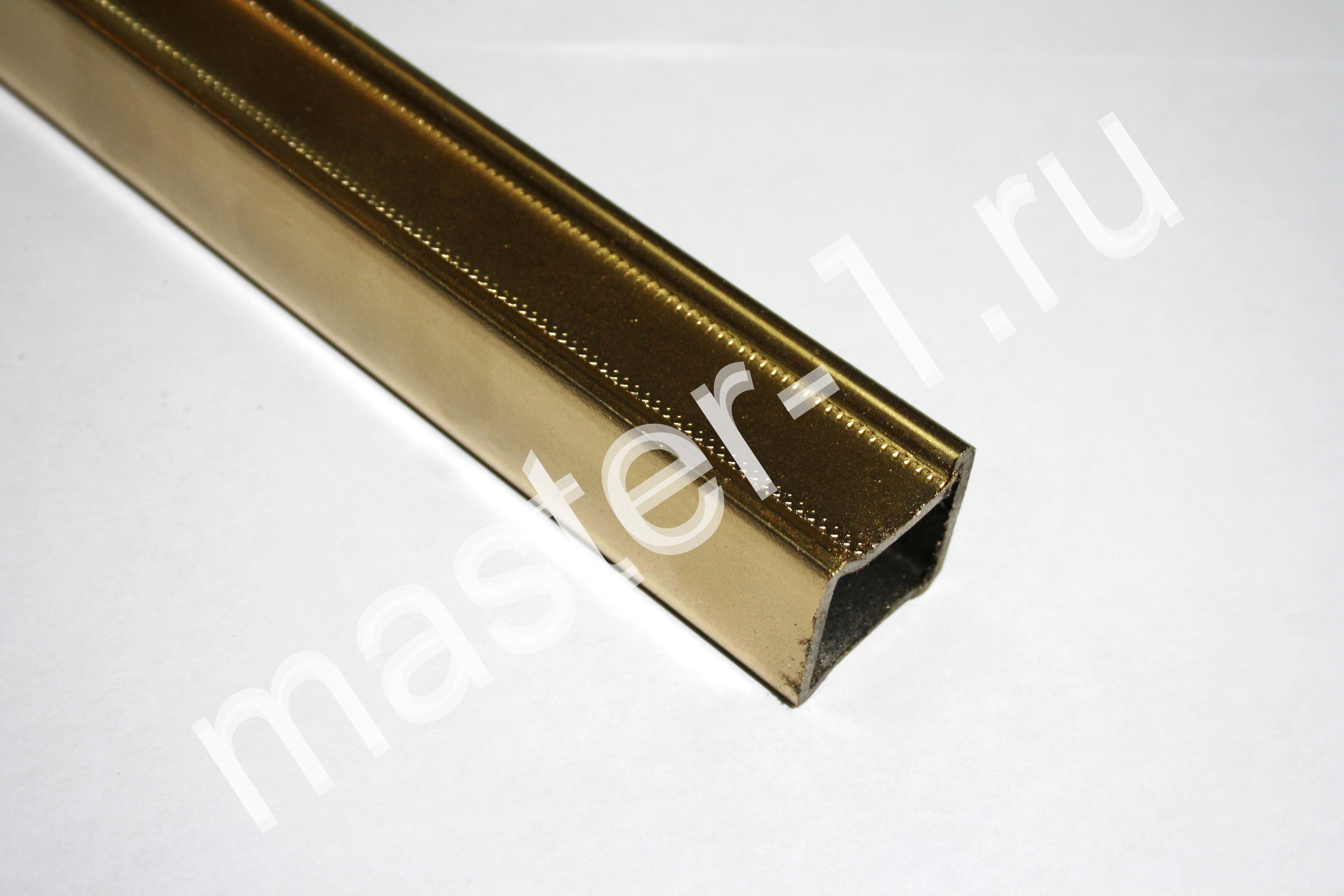
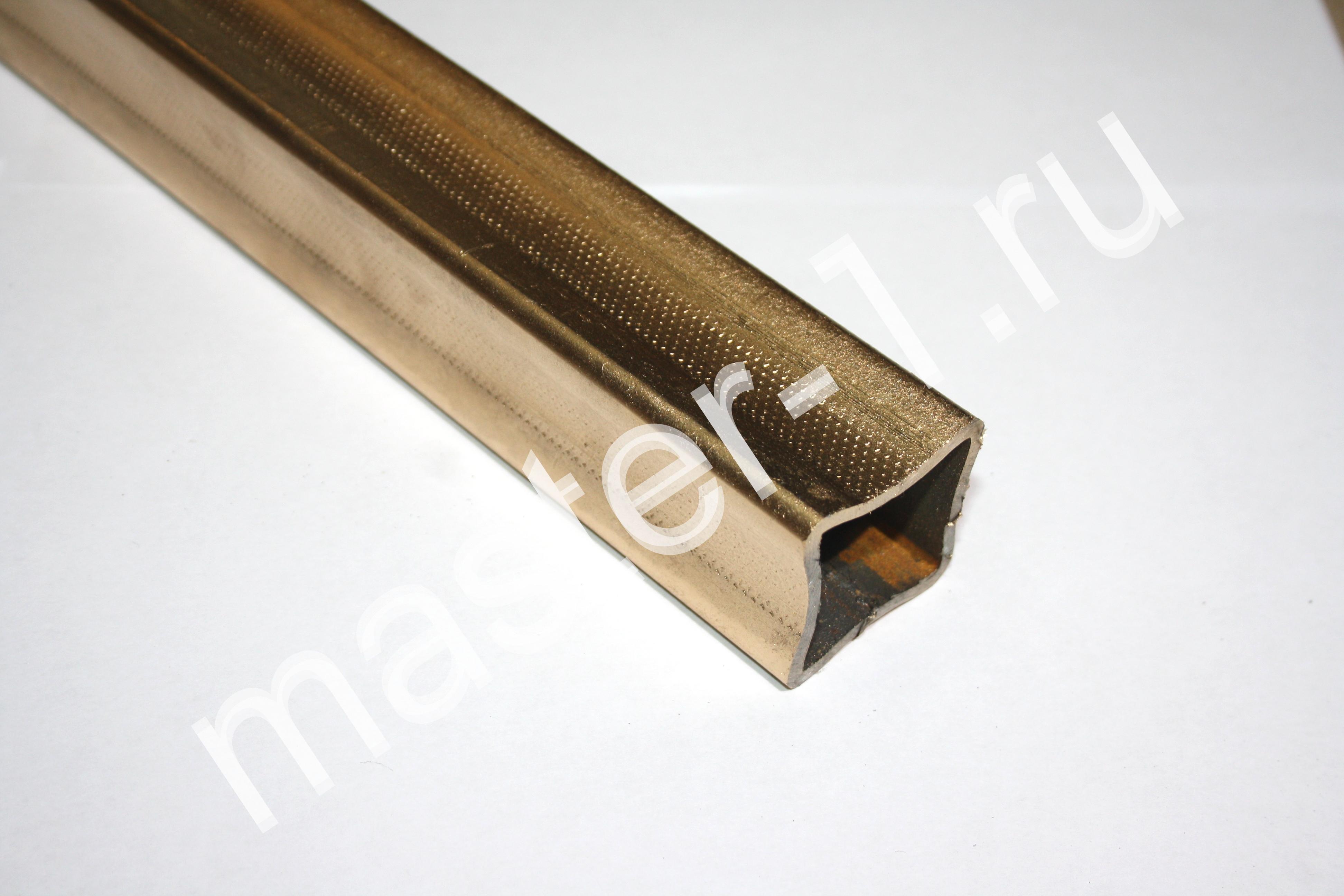
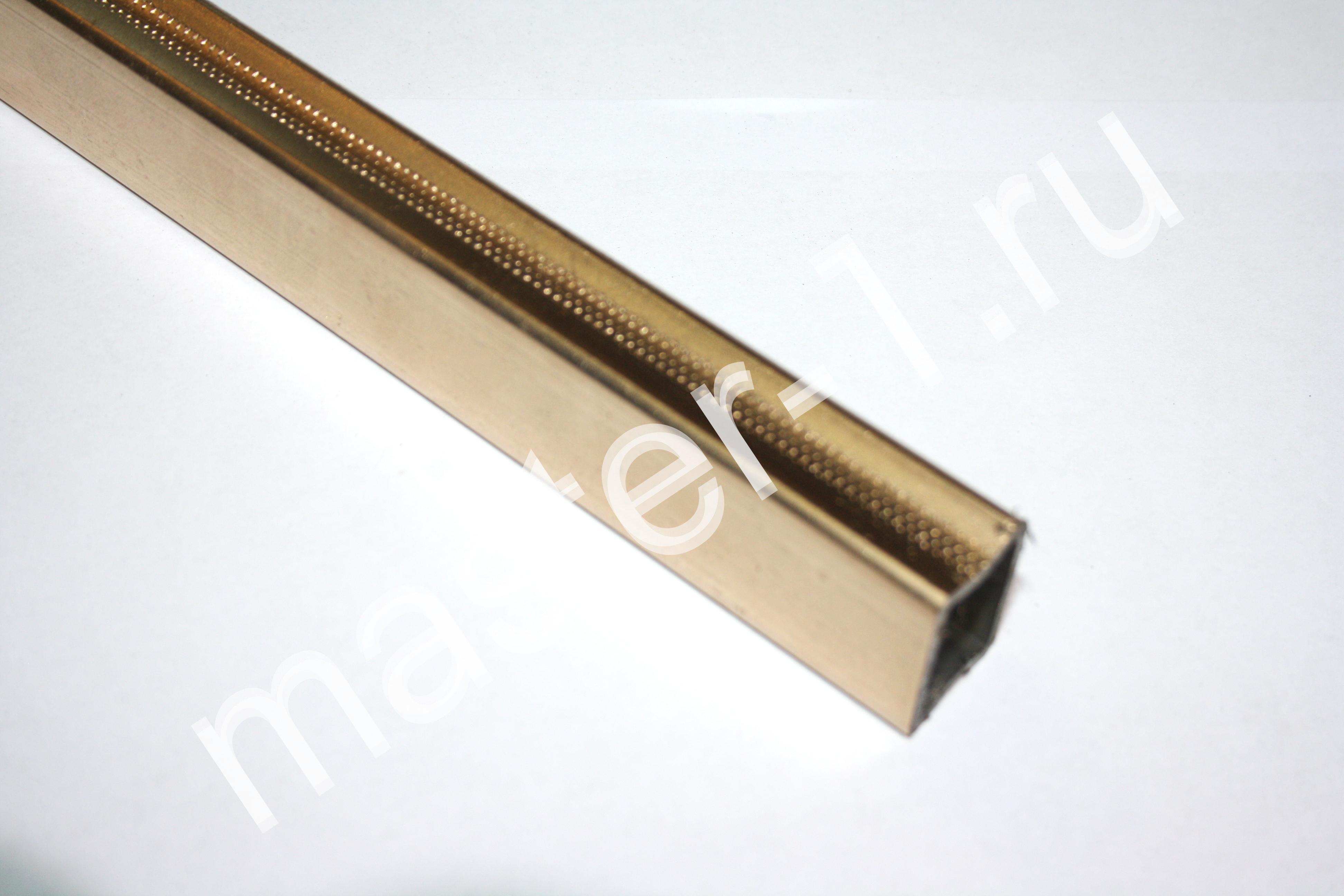
3 станка в 1: нанесение фактуры, производство полосы, операции классической "холодной" и "горячей" ковки: гибка, продольное скручивание, спиральная завивка, вальцевание, расковка (холодная и горячая). Максимальный ассортимент элементов среди моделей, представленных на рынке.Максимальное количество фактур: 47 комплектов валков с узором для профтрубы,16- для полнотелого квадрата,14 узоров для полос.
работает с полнотелым прокатом сечением до 20мм на операциях скручивания и расковки, на операциях вальцевания - с трубами сечением до 40 мм.
Станок работает с двумя заготовками одновременно и имеет оптимальную скорость вращения рабочего вала для быстрого выполнения изделий. Позволяет изготавливать сразу по две заготовки вензелей и волют без раскованных окончаний, увеличивая производительность станка в 2 раза и повышая качество готовых элементов.Конструктивное выполнение валков декоративного проката позволяет выполнять офактуривание 2 -3 и даже 5 заготовок различного сечения без смены оснастки.
Две рабочие зоны станка . Благодаря "открытому" типу модулей и их малому весу, легко контролировать процесс ковки и производить настройку станка.
Единый рабочий модуль, разработаный специалистами компании "МАН", 3 в 1:Рабочий блок+Силовой редуктор+Понижающий привод- полностью собран из деталей и узлов собственного производства.
| Комплектующие | Комплектации | |||
|---|---|---|---|---|
| Мастер Универсал.Основа | Мастер Универсал Старт | Мастер Универсал Оптима | Мастер Универсал Премиум | |
|
380V 199000 Р 220V 199000 Р |
380V 235000 Р 220V 235000 Р |
380V 295000 Р 220V 295000 Р |
Универсал Премиум 380В 309000 Р Универсал Премиум 220В 309000 Р |
|

Силовой агрегат с электрическим приводом и универсальными направляющими Станок для ковки "Мастер Универсал" на станине с электродвигателем Мощность электродвигателя 2.2кВт |
+ | + | + | + |

Педаль |
+ | + | + | + |


М5-06-СБ161 Лекало художественное сборное Заменяет несколько лекал. Выполнят обратный завиток и догибает лапку волюты. Не требуется отдельное устройство доворачивания! Работает с раскованными и нераскованными окончаниями. Спиральная скрутка.
Металлопрокат полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм круглая труба:○ 10 мм, ○15мм, ○20мм, ○25мм. |
 |
+ | + | + |


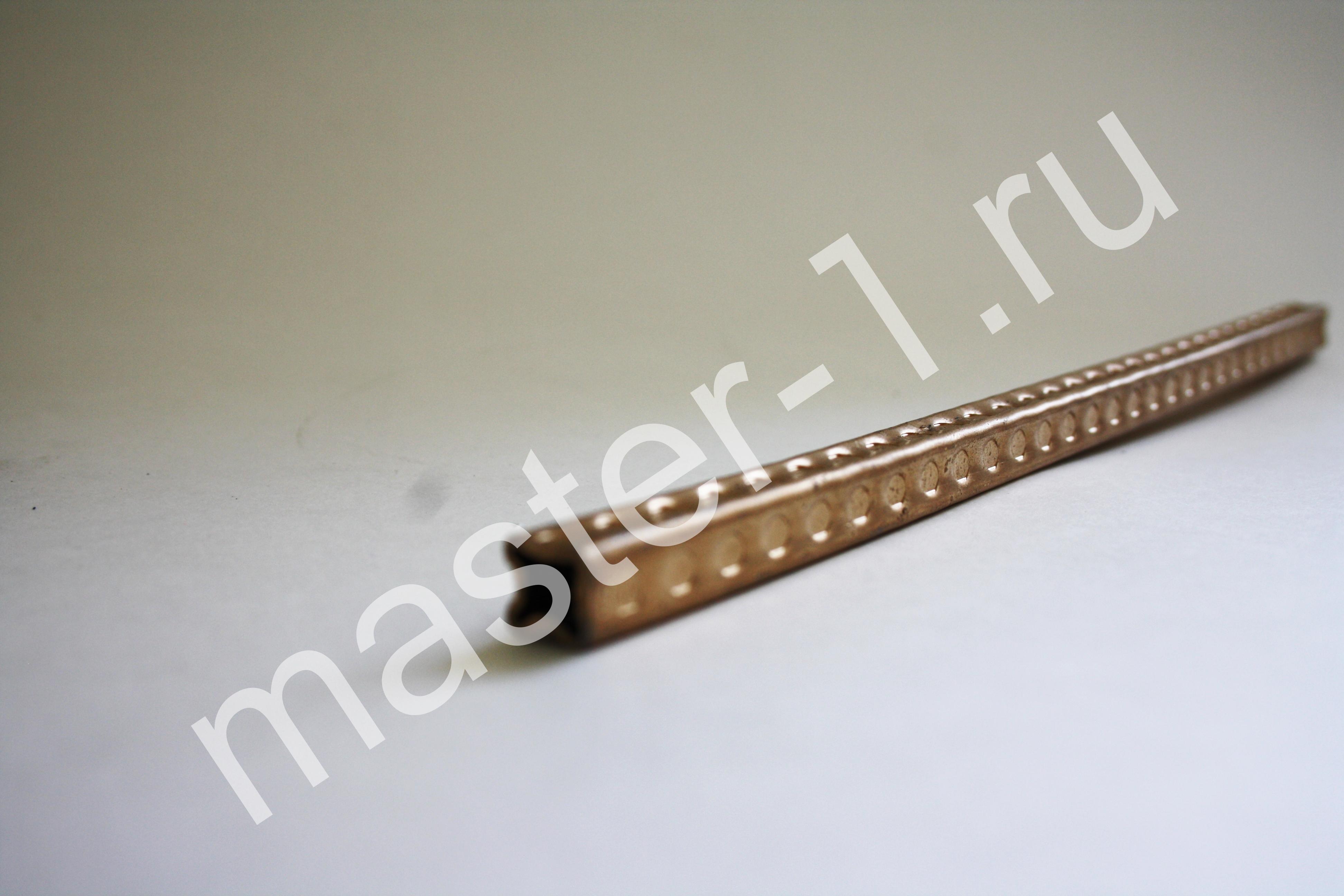
М2-06-77+М2-06-80+М3М-06-207 Комплект валков для изготовления пик и лапок Теперь 4 валка для профтрубы и полнотелого проката. Комплект из 4 валков: 2 гладких, 1 с проточной и 1 с насечкой.Для изготовления пик граненых, купольных, «гусиных» лапок - гладкие лапки и лапки с насечкой с одной стороны Металлопрокат: полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм;■ 18х18мм; ■ 20х20мм. полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм, ● 18мм,● 20мм. профильная труба с толщиной стенки 1,5-2мм □ 10х10мм,□ 15х15мм;□ 20х20мм;□ 25х25мм. круглая труба: ○ 10мм,○ 15мм;○ 20мм;○ 25мм.
|
|
+ | + | + |


М5-06-СБ157 Планшайба большая Для изготовления колец диаметром 120 мм. Металлопрокат: полнотелый квадрат:■ 8х8 мм; ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм;■ 16х16мм. полнотелый круг:● 8мм;● 10мм;● 12мм;● 14мм;● 16мм. полоса:▬ 20х4мм, 25х4мм, 30х4 мм; 40х4мм. профильная труба с толщиной стенки 1,5-2 мм:□ 10х10мм;□ 15х15мм.
|
|
+ | + | + |


М3М-06-4 Комплект U-усиления профтрубы 15/20_валки Используется для U-образного усиления профильной трубы перед спиральным или продольным скручиванием. Металлопрокат: профильная труба □ 15х15мм ,□ 20х20мм.
|
|
+ | + | + |


Отгрузочный комплект продольного скручивания Изготовление продольной скрутки «Торсион» из полосы, квадратного прутка. Металлопрокат для изготовления продольной скрутки "Торсион": БЕЗ М2-05-СБ7
Совместно с зажимом из профтрубы М2-05-СБ7 изготовление продольной скрутки «Торсион» из профильной трубы □ 10х10мм, □ 15х15мм ,□ 20х20мм. + шишка- корзинка из квадратного прутка ■ 6х6мм; 8х8 мм;■ 10х10 мм. |
|
+ | + | + |

М5-02- СБ17 Стяжка валов Устанавливается на валы для глубокого и равномерного нанесения фактуры и уменьшения продольной и поперечной деформации заготовки при декоративном прокате |
|
+ | + | + |

М5-06-СБ155 Мегасектор к художественному сборному лекалу Цельнометаллический сектор. Устанавливается на художественное сборное лекало. Применяется для спиральной завивки волют с шириной завитка до 280 мм. Металлопрокат полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм круглая труба:○ 10 мм, ○15мм, ○20мм, ○25мм.
|
|
|
+ | + |

М5-02-СБ17+М5-02-74+М5-02-75Стяжка валов+ подхват полосы с опорой подхвата Устанавливается на валы для глубокого и равномерного нанесения фактуры и уменьшения продольной и поперечной деформации заготовки при декоративном прокате |
|
|
+ | + |


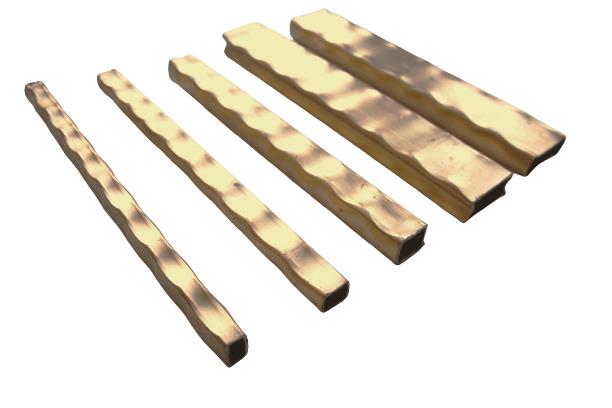
М1М-06-34 Комплект валков "Бусы" для полнотелого квадрата М1М-06-34 Комплект валков "Бусы" для полнотелого квадрата Комплект валков для декоративного проката полнотелого квадрата.Узор "Бусы". Прокат в 3 ручья. Металлопрокат: полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм
|
|
|
+ | + |
М1М-06-68 Комплект валков "Лоза" для полнотелого круга 8/10/12 мм Комплект валков для декоративного проката полнотелого круга .Узор "Лоза" Прокат в 3 ручья. Металлопрокат: полнотелый круг ● 8мм;● 10мм;●12мм.
|
|
|
+ | + |

М3М-06-40 Комплект универсальных валков для периодического обжима по граням 5 видов профильных труб Комплект универсальных валков для периодического обжима по граням 5 видов профильных труб Металлопрокат: профильная труба □ 10х20 мм ,□ 15х15 мм;□ 20х20мм;□ 30х20мм;□ 40х20мм. Подробности уточняйте у менеджера. |
|
|
+ | + |


Модуль вальцевания Изготовление дуг, арок. Металопрокат: полнотелый квадрат:■ 8х8 мм; ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм;■ 16х16 мм; ■ 18х18 мм; ■ 20х20 мм. полоса:▬ 20х4мм, 25х4мм профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм;□ 15х15мм,□ 20х20мм.,□ 25х25мм;□ 30х30мм,□ 40х40мм. круглая труба*:○ 10 мм, ○15мм, ○20мм, ○25мм, ○32мм, ○36мм, ○42мм
|
|
|
+ | + |

М1М-06-49 Ответный гладкий валок Ответный валок для нанесения фактуры на полосу 40*4 мм ( применияется совместно офактуровочным валком )
|
|
|
|
+ |


М1М-06-54 Валок фактура "Этнос" полоса 40х4 Валок фактура "Этнос" полоса 40х4 Для нанесения фактуры на полосу 40х4мм |
|
|
|
+ |
Валок «Трак» 40х40 мм Для нанесения узора «Трак» на профильную трубу сечением 40х40 мм Используемые заготовки: Профильная труба 40х40 мм
|
|
|
|
+ |

Зажим к комплекту продольного скручивания Используется совместно с отгрузочным комплектом продольного скручивания для изготовление продольной скрутки «Торсион» из профильной трубы + шишка- корзинка из квадратного прутка. Металлопрокат для изготовления продольной скрутки "Торсион"профильная труба □ 10х10мм, □ 15х15мм ,□ 20х20мм. для изготовление "шишки-корзинки" полнотелый квадрат ■6х6мм; ■8х8 мм; ■10х10 мм.
|
|
|
|
+ |


Тугой завиток В ПОДАРОК ПО АКЦИИ! ДО 10.11.2023 профильная труба( на ребро) с толщиной стенки 1,5-2 мм □ 10х10мм;□ 15х15мм,□ 20х20мм |
|
|
|
+ |



Разработка. Лекала для изготовления завитков,волют, "бубликов" из полосы на ребро
Спиральная завивка без нагрева волют, завитков, вензелей на ребро. Используя одновременно валки для декора полосы 20х4,25х4 и 16х4 и новое лекало, Вы сможете получить уникальные, привлекающие внимание, завитки, "бублики", волюты. Вес изделий соответсвует изделиям из профильной трубы 15х15 мм, а значит легче работать и ниже себестоимость, что особенно важно в условиях постоянного роста цен на металл. При этом срок службы элементов из полосы значительно выше, чем из профильной трубы. Ранее такие элементы были доступны только для маcтеров "горячей" ручной ковки.
0 Р


М3М-06-184 Комплект валков "Волюты" для декоративного проката профильной трубы 15/20
Новинка!
Комплект валков для декоративного проката профильной трубы «Волюта».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
24300 Р



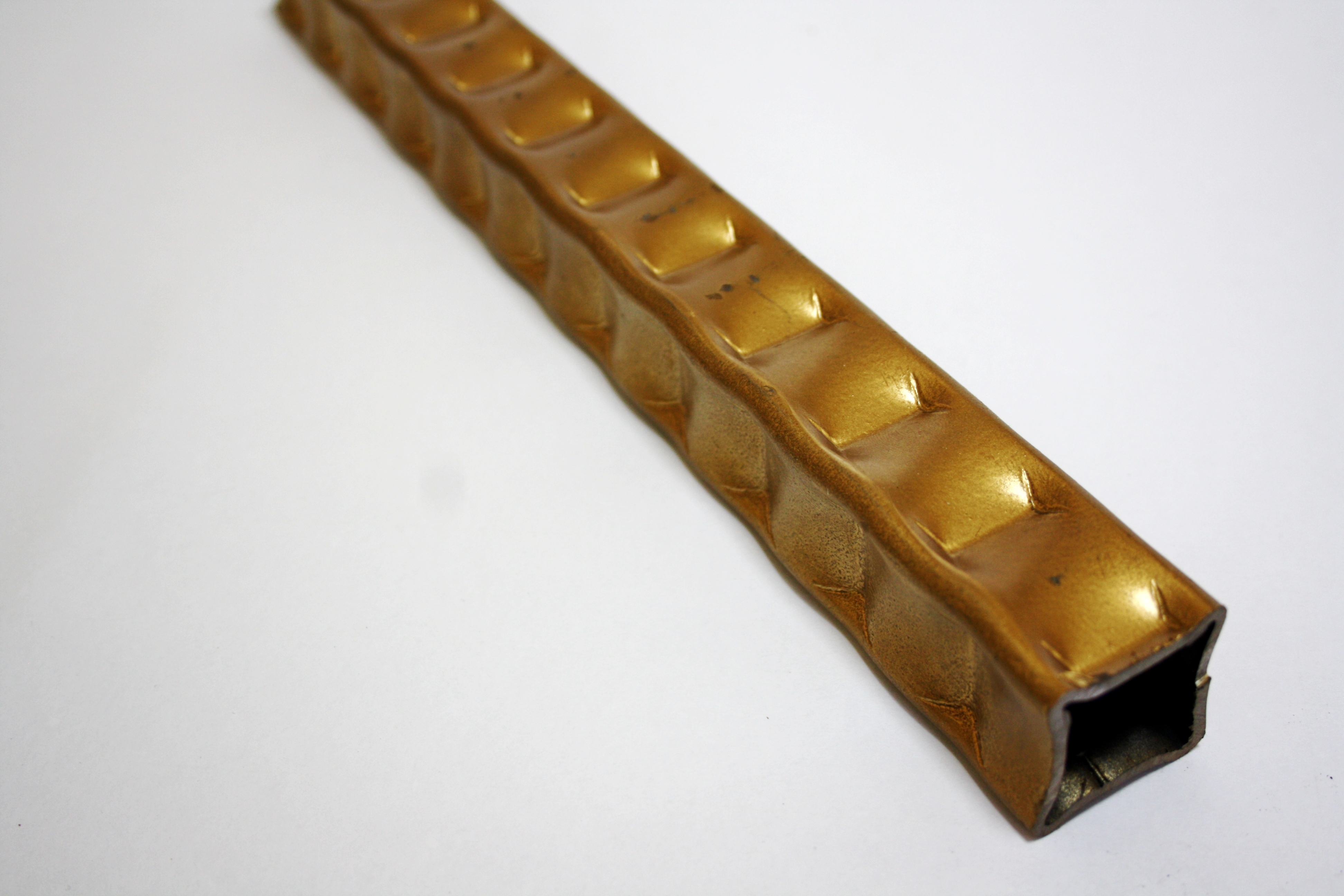
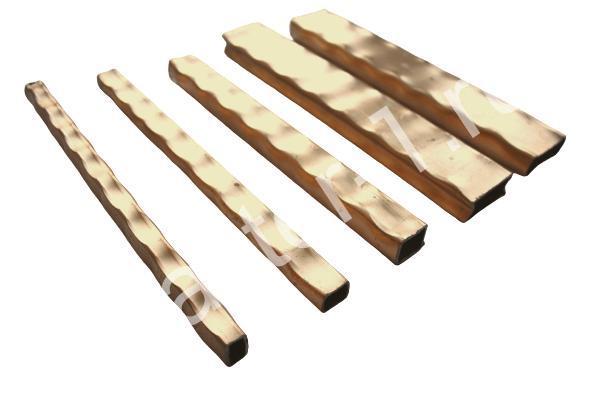
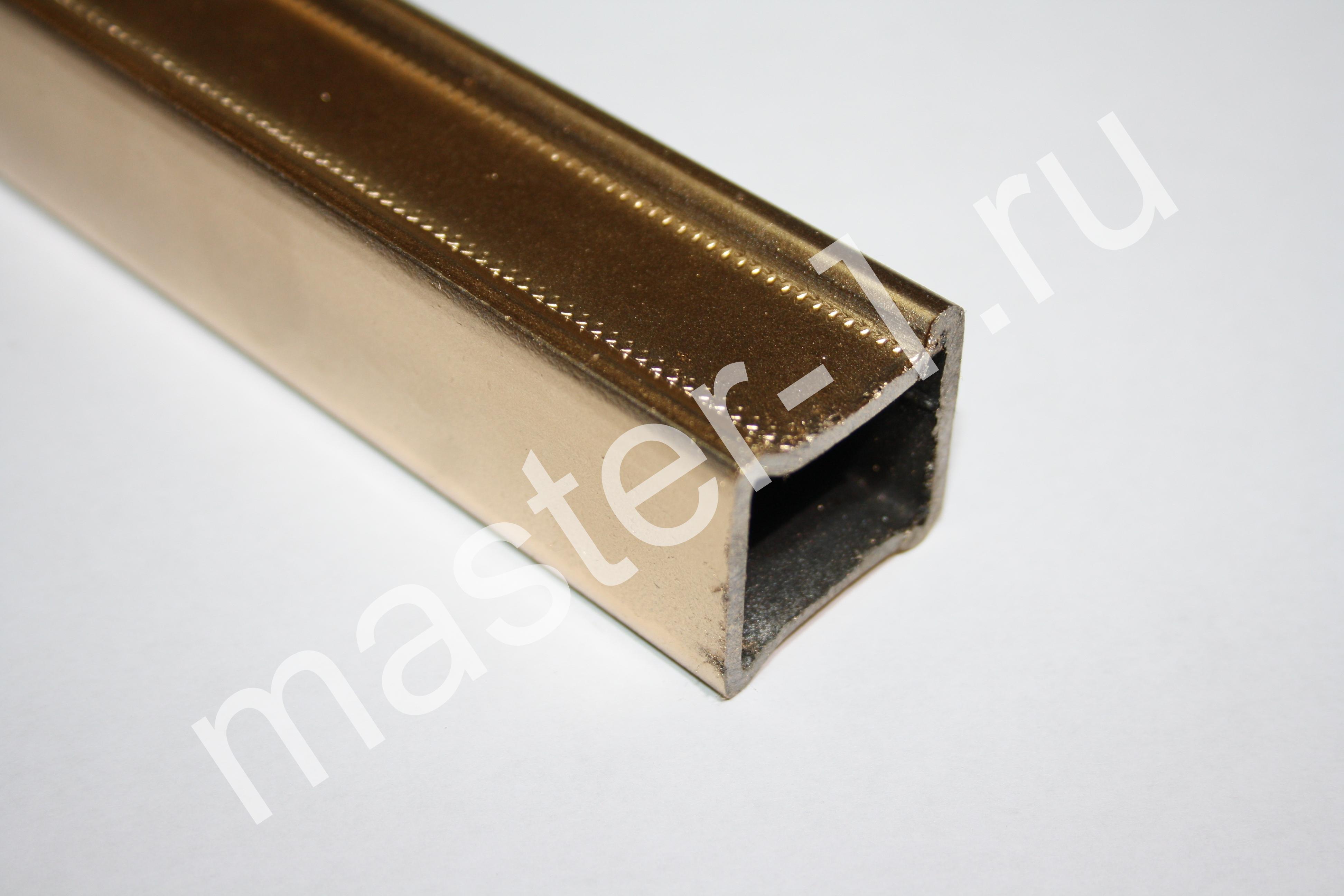
М3М-06-150 Комплект валков "Битое ребро"для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Битое ребро».
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
20000 Р



М3М-06-149 Комплект валков "Битое ребро" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Битое ребро».
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
20000 Р


М3М-06-148 Комплект валков "Битое ребро" для декоративного проката профильной трубы 30/40*20
Комплект валков для декоративного проката профильной трубы «Битое ребро».
Металлопрокат: профильная труба □ 30х20мм, □ 40х20мм
20000 Р

М3М-06-146 Комплект валков "Битое ребро" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Битое ребро».
Металлопрокат: профильная труба □ 30х30мм.
20000 Р

М3М-06-147 Комплект валков "Битое ребро" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Битое ребро».
Металлопрокат: профильная труба □ 40х40мм.
20000 Р


М3М-06-127 Комплект валков "Круг" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Круг».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
.
17800 Р


М3М-06-188 Комплект валков "Круг" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Круг».
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
.
17800 Р


М3М-06-189 Комплект валков "Круг" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Круг».
Металлопрокат: профильная труба □ 30х30мм
.
17800 Р


М3М-06-190 Комплект валков "Круг" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Круг».
Металлопрокат: профильная труба □ 40х40мм
.
17800 Р



М3М-06-128 Комплект валков "Ромб" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Ромб».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р



М3М-06-176 Комплект валков "Ромб" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Ромб».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
17800 Р

М3М-06-177 Комплект валков "Ромб" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Ромб».
Металлопрокат: профильная труба □ 30х30мм
17800 Р

М3М-06-178 Комплект валков "Ромб" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Ромб».
Металлопрокат: профильная труба □ 40х40мм
17800 Р



М3М-06-121 Комплект валков "Жемчуг" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Жемчуг».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20 мм
17800 Р


М3М-06-191 Комплект валков "Жемчуг" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Жемчуг».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25 мм
17800 Р


М3М-06-192 Комплект валков "Жемчуг"для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Ромб».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р


М3М-06-162 Комплект валков "Жемчуг" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Жемчуг».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р



М3М-06-116 Комплект валков для декоративного проката профильной трубы "Трак" 15/20
Комплект валков для декоративного проката профильной трубы «Трак».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм.,□ 20х20мм.
17800 Р



М3М-06-132 Комплект валков для декоративного проката профильной трубы "Трак" 10/25
Комплект валков для декоративного проката профильной трубы «Трак».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм.,□ 25х25мм.
17800 Р



М3М-06-117 Комплект валков для декоративного проката профильной трубы "Трак" 30х30
Комплект валков для декоративного проката профильной трубы «Трак».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р



М3М-06-130 Комплект валков для декоративного проката профильной трубы "Трак" 40х40
Комплект валков для декоративного проката профильной трубы «Трак».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р



М3М-06-129 Комплект валков "Строчка" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Строчка».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р



М3М-06-193 Комплект валков "Строчка" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Строчка».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
17800 Р

М3М-06-194 Комплект валков "Строчка" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Строчка».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р

М3М-06-195 Комплект валков "Строчка" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Строчка».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р



М3М-06-119 Комплект валков "Гирлянда" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Гирлянда».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм. ,□ 20х20мм.
17800 Р



М3М-06-133 Комплект валков "Гирлянда" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Гирлянда».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм. ,□ 25х25мм.
17800 Р



М3М-06-122 Комплект валков "Гирлянда" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Гирлянда».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р



М3М-06-163 Комплект валков "Гирлянда" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Гирлянда».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р


М3М-06-156 Комплект валков "Смещение" для декоративного проката профильной трубы 15/20
Новая фактура!
Комплект валков для декоративного проката профильной трубы «Смещение».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р

М3М-06-197 Комплект валков "Смещение" для декоративного проката профильной трубы 10/25
Новая фактура!
Комплект валков для декоративного проката профильной трубы «Смещение».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
17800 Р

М3М-06-198 Комплект валков "Смещение" для декоративного проката профильной трубы 30х30
Новая фактура!
Комплект валков для декоративного проката профильной трубы «Смещение».
Металлопрокат: профильная труба □30х30мм.
17800 Р

М3М-06-199 Комплект валков "Смещение" для декоративного проката профильной трубы 40х40
Новая фактура!
Комплект валков для декоративного проката профильной трубы «Смещение».
Металлопрокат: профильная труба □40х40мм.
17800 Р


М3М-06-142 Комплект валков "Волна" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Волна».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р


М3М-06-179 Комплект валков "Волна" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Волна».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
17800 Р


М3М-06-180 Комплект валков "Волна" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Волна».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р


М3М-06-181 Комплект валков "Волна" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Волна».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р


М3М-06-165+М3М-06-165-01 Комплект валков"Скорпионий хвост"для декоративного проката профильной трубы
Комплект валков для декоративного проката профильной трубы «Скорпионий хвост».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм.
17800 Р


М3М-06-84+М3М-06-84-01 Комплект валков "Скорпионий хвост"для декоративного проката профтрубы 15/20
Комплект валков для декоративного проката профильной трубы «Скорпионий хвост».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р

М3М-06-118 Комплект валков "Скорпионий хвост"для декоративного проката профтрубы 30х30
Комплект валков для декоративного проката профильной трубы «Скорпионий хвост».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р


М1М-06-25 Комплект валков "Прямоугольники" для декоративного проката профильной трубы 15/20
Комплект валков для декоративного проката профильной трубы «Прямоугольники».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм, □ 20х20мм.
17800 Р


М3М-06-155 Комплект валков "Прямоугольники" для декоративного проката профильной трубы 10/25
Комплект валков для декоративного проката профильной трубы «Прямоугольники».
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм, □ 25х25мм
17800 Р

М3М-06-196 Комплект валков "Прямоугольники" для декоративного проката профильной трубы 30х30
Комплект валков для декоративного проката профильной трубы «Прямоугольники».
Металлопрокат: профильная труба □ 30х30мм.
17800 Р


М3М-06-157 Комплект валков "Прямоугольники" для декоративного проката профильной трубы 40х40
Комплект валков для декоративного проката профильной трубы «Прямоугольники».
Металлопрокат: профильная труба □ 40х40мм.
17800 Р


М3М-06-40 Комплект универсальных валков для периодического обжима по граням 5 видов профильных труб
Комплект валков для нанесения фактуры периодического обжима по граням на 5 видов профильных труб.
Металлопрокат: профильная труба □ 10х20 мм ,□ 15х15 мм;□ 20х20мм;□ 30х20мм;□ 40х20мм.
19800 Р

М3М-06-112 Комплект валков для периодического обжима по граням профильной трубы 30х30
Комплект валков для нанесения фактуры периодического обжима по граням на профильную трубу.
Металлопрокат: профильная труба □ 30х30мм.
17800 Р


М3М-06-32 Комплект валков для периодического обжима по граням профильной трубы 40х40
Комплект валков для нанесения фактуры периодического обжима по граням на профильную трубу.
Металлопрокат: профильная труба □ 40х40мм.
17800 Р



М3М-06-6 Комплект валков П-усиления профильной трубы 10/25
Комплект роликов для П-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм ,□ 25х25мм.
17800 Р



М3М-06-2 Комплект валков П-усиления профильной трубы 15/20
Комплект валков для П-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм ,□ 20х20мм.
17800 Р


М3М-06-18 Комплект валков для П- усиления профильной трубы 30х30
Для П- усиления профильных труб.
Металлпрокат: профильная труба □ 30х30 мм
17800 Р


М3М-06-14 Комплект валков для П-усиления профильной трубы 40х40
Для П-усиления профильных труб.
Металлопрокат: профильная труба □ 40х40 мм
17800 Р


М3М-06-10 Комплект валков для П- усиления профтрубы 30х20 и 40х20
Для П- усиления профильных труб.
Металлпрокат: профильная труба □ 30х20 мм;□ 40х20 мм
17800 Р
М3М-06-109 Комплект валков для П- усиления профтрубы 35мм
Для П- усиления профильных труб.
Металлпрокат: профильная труба □ 35х35 мм
17800 Р



М3М-06-7 Комплект валков для V-усиления профильной трубы 10/25
Комплект роликов для V-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм ,□ 25х25мм.
17800 Р



М3М-06-3 Комплект валков для V-усиления профильной трубы 15/20
Комплект роликов для V-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм ,□ 20х20мм.
17800 Р

М3М-06-19 Комплект валков для V-усиления профильной трубы 30х30
Комплект роликов для V-усиления профильной трубы.
Металлопрокат: профильная труба □ 30х30мм
17800 Р
М3М-06-110 Комплект валков для V-усиления профильной трубы 35х35
Комплект роликов для V-усиления профильной трубы.
Металлопрокат: профильная труба □ 35х35мм
17800 Р

М3М-06-15 Комплект валков для V-усиления профильной трубы 40х40
Комплект роликов для V-усиления профильной трубы.
Металлопрокат: профильная труба □ 40х40мм
17800 Р

М3М-06-11 Комплект валков для V-усиления профильной трубы 30х20 и 40х20
Комплект роликов для V-усиления профильной трубы.
Металлопрокат: профильная труба □ 30х20мм ,□40х20мм.
17800 Р



М3М-06-8 Комплект валков U-усиления профильной трубы 10/25
Комплект валков для U-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 10х10мм ,□ 25х25мм.
17800 Р



М3М-06-4 Комплект валков U-усиления профильной трубы 15/20
Комплект валков для U-усиления профильной трубы.
Прокат в 2 ручья.
Металлопрокат: профильная труба □ 15х15мм ,□ 20х20мм.
17800 Р


М3М-06-20 Комплект валков для U-усиления профтрубы 30х30
Комплект валков для U-усиления профильных труб.
Металлпрокат: профильная труба □ 30х30 мм
17800 Р
М3М-06-111 Комплект валков для U-усиления профтрубы 35х35
Комплект валков для U-усиления профильных труб.
Металлпрокат: профильная труба □ 35х35 мм
17800 Р


М3М-06-16 Комплект валков для U-усиления профтрубы 40х40
Комплект валков для U-усиления профильных труб.
Металлпрокат: профильная труба □ 40х40 мм
17800 Р


М3М-06-12 Комплект валков для U- усиления профтрубы 30х20 и 40х20
Комплект валков для U- усиления профильных труб.
Металлпрокат: профильная труба □ 30х20 мм;□ 40х20 мм
17800 Р

М1М-06-69 Комплект валков "Бусы" для полнотелого квадрата 8/10/12
Комплект валков для декоративного проката полнотелого квадрата.Узор "Бусы".
Прокат в 3 ручья.
Металлопрокат: полнотелый квадрат ■ 8х8мм; ■ 10х10 мм;■ 12х12мм.

16000 Р



М1М-06-34 Комплект валков "Бусы" для полнотелого квадрата 10/12/14
Комплект валков для декоративного проката полнотелого квадрата.Узор "Бусы".
Прокат в 3 ручья.
Металлопрокат: полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм
16000 Р
М1М-06-70 Комплект валков "Пузырьки" для полнотелого квадрата 8/10/12
Комплект валков для декоративного проката полнотелого квадрата . Узор "Пузырьки"
Прокат в 3 ручья.
Металлопрокат:полнотелый квадрат ■ 8х8мм; ■ 10х10 мм;■ 12х12мм.
16000 Р


М1М-06-35 Комплект валков "Пузырьки" для полнотелого квадрата 10/12/14
Комплект валков для декоративного проката полнотелого квадрата . Узор "Пузырьки"
Прокат в 3 ручья.
Металлопрокат:полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм
16000 Р


М1М-06-71 Комплект валков для полнотелых заготовок" Равномерный обжим" 8/10/12
Комплект валков для декоративного проката полнотелых круга и квадрата.Узор "Равномерный обжим"
Металлопрокат:
полнотелый квадрат: ■ 8х8мм; ■ 10х10 мм;■ 12х12мм.
полнотелый круг :● 8мм;● 10мм;●12мм.
16000 Р



М1М-06-12 Комплект валков "Равномерный обжим" для полнотелых заготовок 12/16
Комплект валков для декоративного проката полнотелых круга и квадрата.Узор "Равномерный обжим"
Металлопрокат:
полнотелый квадрат: ■ 12х12мм;■ 16х16мм.
полнотелый круг :● 12мм;●16мм.
16000 Р


М1М-06-75 Комплект валков "Битое ребро" для декоративного проката полнотелого квадрата 8/10/12
Новинка!
Декоративный прокат в 3 ручья.
Металлопрокат : полнотелый квадрат■ 8х8мм; ■ 10х10 мм;■ 12х12мм.
24000 Р



М1М-06-67 Комплект валков "Битое ребро" для декоративного проката полнотелого квадрата 10/12/14
Новинка!
Декоративный прокат в 3 ручья.
Металлопрокат : полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм
24000 Р

М1М-06-72 Комплект валков для полнотелых заготовок" Неравномерный обжим" 8/10/12
Комплект валков для декоративного проката полнотелых круга и квадрата.Узор "Неравномерный обжим"
Металлопрокат:
полнотелый квадрат: ■ 8х8мм; ■ 10х10 мм;■ 12х12мм.
полнотелый круг :● 8мм;● 10мм;●12мм.
16000 Р



М1М-06-33 Комплект валков для полнотелых заготовок" Неравномерный обжим" 10/12/14
Комплект валков для декоративного проката полнотелых круга и квадрата.Узор "Неравномерный обжим"
Металлопрокат:
полнотелый квадрат: ■ 10х10мм; ■ 12х12мм;■ 14х14мм.
полнотелый круг :● 10мм;● 12мм;●14мм.
16000 Р



М1М-06-14 Комплект валков для полнотелых заготовок" Неравномерный обжим" 12/16
Комплект валков для декоративного проката полнотелых круга и квадрата.Узор "Неравномерный обжим"
Металлопрокат:
полнотелый квадрат: ■ 12х12мм;■ 16х16мм.
полнотелый круг :● 12мм;●16мм.
16000 Р


М1М -06-36 Комплект валков "Лоза" для полнотелого круга 6/8мм
Комплект валков для декоративного проката полнотелого круга .Узор "Лоза"
Прокат в 2 ручья.
Металлопрокат: полнотелый круг ● 6мм;●8мм.
16000 Р


М1М-06-30 Комплект валков "Лоза" для полнотелого круга 12/16
Комплект валков для декоративного проката полнотелого круга .Узор "Лоза"
Прокат в 2 ручья.
Металлопрокат: полнотелый круг ● 12мм;●16мм.
15000 Р

М1М -06-68 Комплект валков "Лоза" для полнотелого круга 8/10/12мм
Комплект валков для декоративного проката полнотелого круга .Узор "Лоза"
Прокат в 3 ручья.
Металлопрокат: полнотелый круг ● 8мм;● 10мм;●12мм.
17000 Р


М1М-06-32 Комплект валков "Лоза" для полнотелого круга 10/12/14
Комплект валков для декоративного проката полнотелого круга .Узор "Лоза"
Прокат в 3 ручья.
Металлопрокат: полнотелый круг ● 10мм;● 12мм;●14мм.
17000 Р

М1М-06-43+ М1М-06-44 Рассечка квадратной заготовки перед продольным скручиванием
Для рассечки прутка квадратного сечения перед продольным скручиванием
Металлопрокат: полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм
Под заказ возможно изготовление рассечки для полнотелого квадрата ■ 8х8мм;■ 16х16мм;■ 18х18мм;■ 20х20мм.
17000 Р

М1М-06-73+ М1М-06-74 Рассечка квадратной заготовки перед продольным скручиванием 8/10/12
Для рассечки прутка квадратного сечения перед продольным скручиванием
Металлопрокат: полнотелый квадрат ■ 8х8мм; ■ 10х10 мм;■ 12х12мм.
Под заказ возможно изготовление рассечки для полнотелого квадрата ■ 16х16мм;■ 18х18мм;■ 20х20мм.
17000 Р


Комплект валков 2 в1 «Гирлянда» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Гирлянда» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
16000 Р



Комплект валков 3 в1 «Гирлянда» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Гирлянда» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
21000 Р


Комплект валков 2 в1 «Круг» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Круг» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р



Комплект валков 3в1 «Круг» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Круг» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р


Комплект валков 2 в1 «Прямоугольники» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Прямоугольники» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р


М1М-06-119 Комплект валков 3в1 «Прямоугольники» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Прямоугольники» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р


Комплект валков 2 в1 «Жемчуг» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Жемчуг» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р



Комплект валков 3в1 «Жемчуг» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Жемчуг» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р


Комплект валков 2 в1 «Смещение» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Смещение» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р


Комплект валков 3в1 «Смещение» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Смещение» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р

Комплект валков 2 в1 «Ромбы» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Ромбы» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р

Комплект валков 3в1 «Ромбы» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Ромбы» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р

Комплект валков 2 в1 «Строчка» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Строчка» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
19000 Р


Комплект валков 3в1 «Строчка» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Строчка» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
27000 Р


М1М-06-151 Комплект валков для изготовления полосы путем раскатки круглого прутка
Для изготовления полосы четырех размеров (6х16, 7х15, 8,5х14 , 6х12 мм) из прутка круглого сечения.
Металлопрокат:
полнотелый круг :● 10мм;● 12мм.
17000 Р

М1М-06-45+М1М-06-45-01 Комплект валков 3в1 «Скорпионий хвост» 10/12/14
2 валка с узором в 3 ручья позволяют наносить фактуру «Скорпионий хвост» без смены оснастки на полнотелый квадрат 3х различных сечений.
Металлопрокат:
Полнотелый квадрат: ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм.
21000 Р

Комплект валков 2 в1 «Скорпионий хвост» на выбор
2 валка с узором в 2 ручья позволяют наносить фактуру «Скорпионий хвост» без смены оснастки на полнотелый квадрат 2х различных сечений.
Металлопрокат:
Полнотелый квадрат на выбор 2 сечения:
или ■ 10х10 мм и ■ 12х12 мм;
или ■ 12х12 мм и ■ 14х14 мм;
или ■ 16х16 мм и ■ 20х20 мм .
16000 Р

М1М-06-49 Ответный гладкий валок
Новый конструктив.
Используется для декоративного проката полосы 40*4мм, 20х4мм, 25х4мм совместно с декоративными валками.
7000 Р

М1М-06-81 Валок "Полосы" для декоративного проката полосы 20/25
Новинка!
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-48 Валок "Полосы" для декоративного проката полосы 40
Новая фактура!
Декоративный прокат полосы 40*4мм.
15000 Р

М1М-06-88 Валок "Крестики-нолики" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-58 Валок "Крестики-нолики" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-91 Валок "Цепочка" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-52 Валок "Цепочка" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-87 Валок "Рельеф 1" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-59 Валок "Рельеф 1" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р
М1М-06-94 Валок "Колос" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу 20х4мм, 25х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-53 Валок "Колос" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-89 Валок "Пузырьки" для декоративного проката полосы 20/25
Новинка!
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-55 Валок "Пузырьки" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-61 Валок "Крест-ромб" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-85 Валок "Крест-ромб" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу 20х4мм, 25х4мм
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-86 Валок "Ромбы" для декоративного проката полосы 20/25
Новинка!
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-60 Валок "Ромбы" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-92 Валок "Этнос" для декоративного проката полосы 20/25
Новинка!
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-51 Валок "Греческий" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М1М-06-54 Валок "Этнос" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М1М-06-51 Валок "Греческий 1" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-113 Валок "Греческий" для декоративного проката полосы 20/25
Используется для нанесения фактуры на полосу 20х4мм, 25х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М1М-06-63 Валок "Лабиринт" для декоративного проката полосы 40
Используется для нанесения фактуры на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-83 Валок "Пазл"для декоративного проката полосы 20/25
Используется для нанесения фактуры "Пазл" на полосу 20х4мм,25х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М1М-06-64 Валок "Пазл"для декоративного проката полосы 40
Используется для нанесения фактуры "Пазл" на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М-06-84 Валок "Лабиринт" для декоративного проката полосы 20/25
Новинка!
Используется для нанесения фактуры на полосу в 2 ручья: 20х4 и 25х4 мм.
Работает совместно с ответным валком.
15000 Р

М1М-06-82 Валок "Рельеф" для декоративного проката полосы 20/25
Используется для нанесения фактуры "Рельеф" на полосу 20х4мм, 25х4мм
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М1М-06-65 Валок "Рельеф" для декоративного проката полосы 40
Используется для нанесения фактуры "Рельеф" на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р

М1М -06-114 Валок "Короед" для декоративного проката полосы 20/25
Новая фактура!
Используется для нанесения фактуры "Короед" на полосу 20х4мм, 25х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р



М1М -06-108 Валок "Короед" для декоративного проката полосы 40
Новая фактура!
Используется для нанесения фактуры "Короед" на полосу 40х4мм.
Работает совместно с ответным валком арт. М1М-06-49.
15000 Р


М2-06-4+ М2-06-5. Комплект роликов для изготовления хомутов из полосы
Изготовление хомутов:
Металлопрокат:
полоса ▬18х1,5 мм;▬23х1,5мм.
13000 Р



М1М-06-76+М1М-06-77. Комплект валков для изготовления перил из полосы.
Изготовление перил из полосы.
Металлопрокат: полоса ▬ 40*4мм.
14000 Р



Тугой завиток
Устройство для изготовления тугого завитка : расковка лапки заготовки в кольцевой завиток, классический тугой завиток и завиток в форме запятой
Металлопрокат:
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм;■ 18х18мм;■ 20х20мм
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм,● 18мм,● 20мм
полоса ▬ 20х4мм, ▬ 20х5мм, ▬ 20х6мм,▬ 25х4мм,▬ 25х5мм,▬ 25х6мм,▬ 30х4мм, ▬ 30х5мм,▬ 30х6мм, ▬ 40х4 мм., ▬ 40х5 мм., ▬ 40х6 мм.
профильная труба( на ребро) с толщиной стенки 1,5-2 мм □ 10х10мм;□ 15х15мм,□ 20х20мм
32000 Р

М3М-06-140 + М3М-06-201 Комплект валков "Изогнутая лапка" для усиленной профильной трубы
Для изготовления изогнутой лапки ЗА 1 ПРОКАТ на профильной трубе.
Металлопрокат
Профильная труба со стенкой 1,5-2 мм □ 10х10мм;□ 15х15мм;□ 20х20мм;□ 25х25мм/
Спиральное скручивание на большом сборном лекале
Валки для профтрубы 30х30 и 40х20 изготавливаются под заказ.
20000 Р



М5-06-СБ62 Устройство доворачивания
Для силового лекала старого образца(до 2021 г).
Обратный завиток и устройство доворачивания (догибает лапку волюты)
*Обратный завиток производится только на полнотелом прокате.
Металлопрокат:
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм .
полоса ▬ 20х4мм, ▬ 25х4мм
профильная труба □ 10х10мм,□ 15х15мм;□ 20х20мм
5000 Р



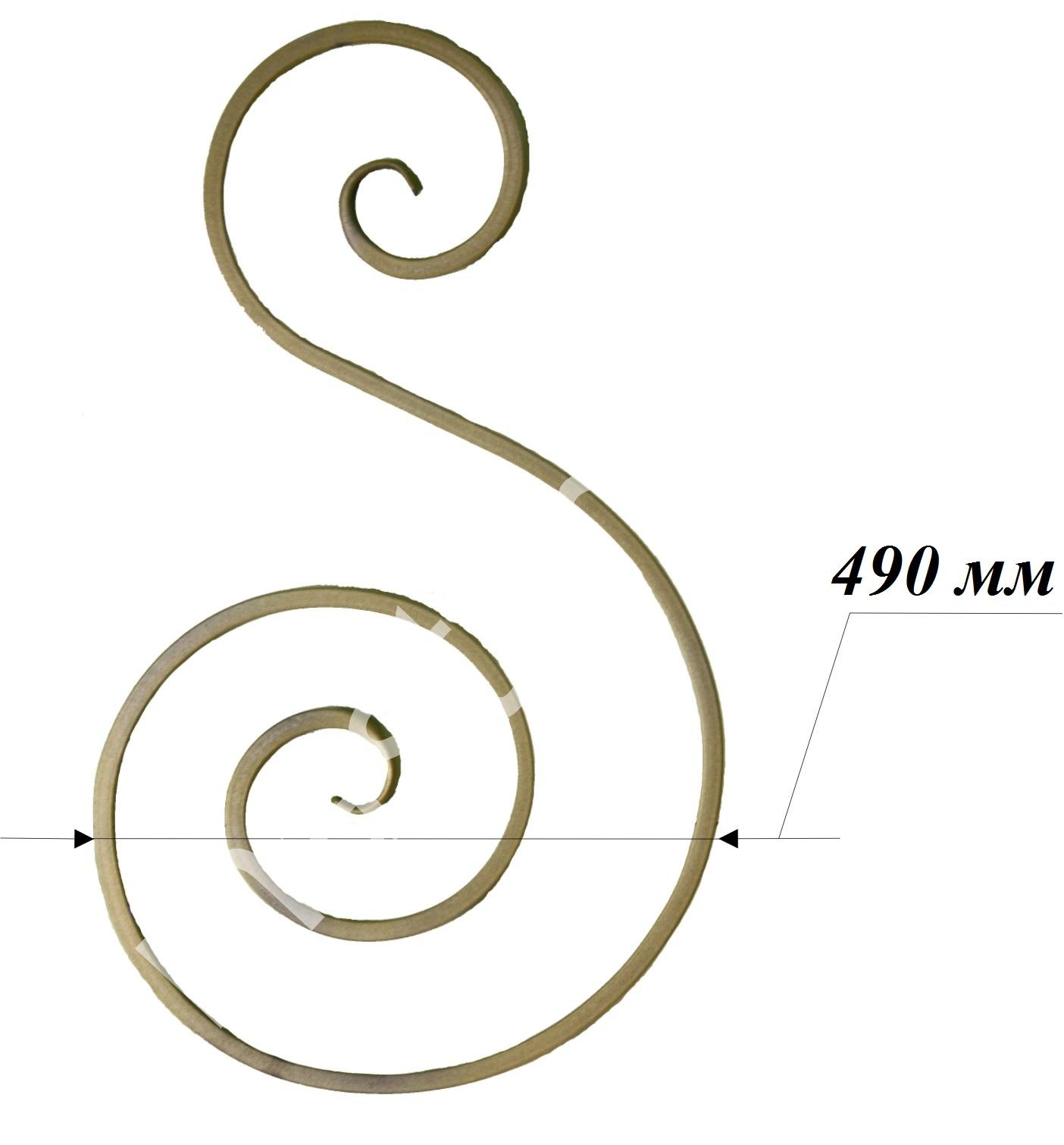
М5-06-СБ85 Малое лекало
Предназначено для изготовления бубликов шириной от 140 до 170 мм с раскованными и нераскованными окончаниями, полукруглой полки.
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм;■ 18х18мм; ■ 20х20мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм, ● 18мм,● 20мм.
полоса ▬ 20х4мм, 25х4мм, 40х4мм
профильная труба с толщиной стенки 1,5-2мм □ 10х10мм, □15х15 мм, □20х20 мм,□25х25мм.
13900 Р



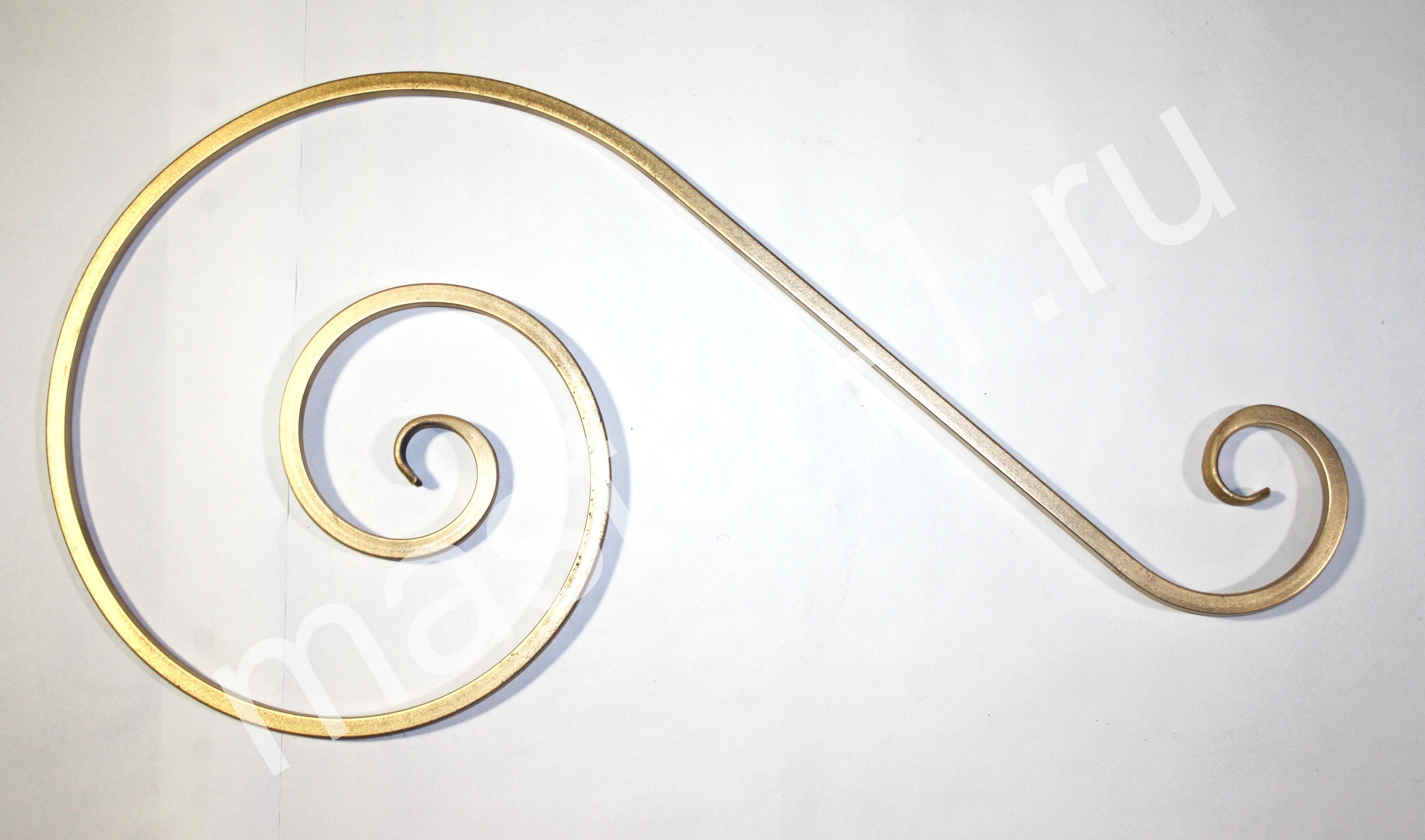
М5-06-СБ161 Лекало художественное сборное
НОВИНКА! Заменяет несколько лекал.
Выполнят обратный завиток и догибает лапку волюты. Не требуется отдельное устройство доворачивания!
Работает только с раскованными окончаниями.
Спиральная скрутка.
Весь завиток выполняется на 1 лекале. Не требуется отдельно стартового лекала.
Металлопрокат
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм
полоса ▬ 20х4мм,▬ 25х4мм; ▬ 20х5мм,▬ 25х5мм;
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм,□ 15х15мм;□ 20х20мм ,□ 25х25мм
27900 Р


М5-06-СБ155 Мегасектор к художественному лекалу
Новинка.
Для изготовления совместно с художественным сборным лекалом волют шириной до 280 мм с раскованными окончаниями.
Металлопрокат
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм
полоса ▬ 20х4мм,▬ 25х4мм; ▬ 20х5мм,▬ 25х5мм;
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм,□ 15х15мм;□ 20х20мм ,□ 25х25м
9900 Р



М5-06-СБ151 Мегалекало художественное
Для изготовления совместно с художественным сборным лекалом волют шириной до 350 мм.
Металлопрокат
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм
полоса ▬ 20х4мм,▬ 25х4мм; ▬ 20х5мм,▬ 25х5мм;
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм,□ 15х15мм;□ 20х20мм ,□ 25х25м
26000 Р



М5-06-СБ105 Лекало большое сборное
ОБНОВЛЕННОЕ!
Теперь выполняет обратный завиток и догибает лапку волюты. Не требуется отдельное устройство доворачивания!
Используется для спиральной скрутки волют длиной от 210мм, изготовления "бубликов" с прямой полкой от 140мм с раскованными и нераскованными окончаниями с классическим, тугим, обратным завитком, завитком с тупым концом(без лапки),обратным тугим завитком.
Металлопрокат
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм;■ 18х18мм;■ 20х20мм.
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм,● 18мм,● 20мм.
полоса ▬ 20х4мм,▬ 25х4мм,▬ 30х4мм, ▬ 40х4 мм.
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм,□ 15х15мм;□ 20х20мм ,□ 25х25мм;□ 30х30мм,□ 40х20мм
31800 Р



М5-06-СБ106 Сектор большой к сборному лекалу
Дополнительная оснастка к большому сборному лекалу(М5-06-СБ105)
В комплекте с большим сборным лекалом используется для изготовления волют с шириной завитка до 300мм с раскованными и нераскованными окончаниями.
*работает в составе сборного лекала:
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм;■ 18х18мм; ■ 20х20мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм, ● 18мм,● 20мм.
полоса ▬ 20х4мм, 25х4мм, 40х4мм
профильная труба с толщиной стенки 1,5-2мм □ 10х10мм, □15х15 мм, □20х20 мм,□25х25мм, □30х30 мм,□40х20мм.
9900 Р


М5-06-СБ107 Мегалекало
Изготовление волют большого размера шириной до 500мм с классическим, тугим, обратным завитком, завитком с тупым концом ( без лапки) , обратным-тугим завитком
Металлопрокат:
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм.;■ 18х18мм, ■ 20х20 мм.
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм ,● 18мм,● 20мм.
полоса:▬ 20х4мм,▬25х4 мм,▬30х4мм ,▬40х4мм.
профильная труба с толщиной стенки 1,5-2мм □ 10х10мм, □15х15 мм, □20х20 мм,□25х25мм,□30х30мм,□40х20мм.
29900 Р



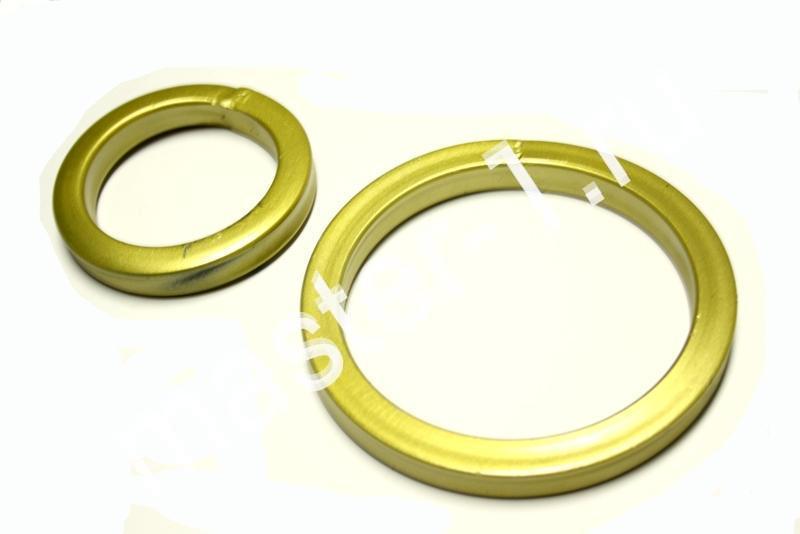
М5-06-СБ156 Планшайба малая
Изготовление колец диаметром 90мм:
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм.
полоса ▬ 20х4мм, ▬ 25х4мм, ▬ 40х4мм.
профильная труба □ 10х10мм, □15х15 мм.
3500 Р



М5-06-СБ157 Планшайба большая
Изготовление колец диаметром 120мм.
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм.
полоса ▬ 20х4мм, ▬ 25х4мм, ▬ 40х4мм.
профильная труба □ 10х10мм, □15х15 мм.
4400 Р

М2-06-81 Валок для расковки гладкой лапки с наплывом
Валок для расковки гладкой лапки с наплывом
Металлопрокат:
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм.;■ 18х18мм, ■ 20х20 мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм ,● 18мм,● 20мм.
10000 Р

М2-06-82+М2-06-83 Валок для расковки гладкой лапки с 2-хсторонним наплывом
Валок для расковки гладкой лапки с наплывом
Металлопрокат:
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм, ■ 16х16 мм.;■ 18х18мм, ■ 20х20 мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм ,● 18мм,● 20мм.
20000 Р


М2-06-77+М2-06-80 Комплект валков для изготовления пик и лапок
Изготовление купольных, граненых пик, гладких лапок, лапок с рисунком ( одно-сторонние):
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм;■ 18х18мм; ■ 20х20мм.
полнотелый круг ● 6мм, ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм, ● 18мм,● 20мм.
полоса ▬ 20х4мм, 25х4мм.
16000 Р


М4-06-12 Комплект валков "Рыбий хвост" для изготовления лапки
Комплект валков для изготовления лапки с насечкой с двух сторон. узора "Рыбий хвост".
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм.
полнотелый круг ● 8мм, ● 10 мм, ● 12 мм, ● 14мм, ● 16мм.
20000 Р



М2-06-57+М2-06-58 Комплект валков "Волна" для изготовления лапки
Комплект валков для изготовления лапки с насечкой узора "Волна" с двух сторон.
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм,■ 18х18 мм;■ 20х20мм.
полнотелый круг ● 8мм, ● 10 мм, ● 12 мм, ● 14мм, ● 16мм, ● 18мм, ● 20мм.
20000 Р


М2-06-61 Валок «Веер» для изготовления лапки с насечкой узора
Комплект валков для изготовления лапки с насечкой узора "Веер" .
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм,■ 18х18 мм;■ 20х20мм.
полнотелый круг ● 8мм, ● 10 мм, ● 12 мм, ● 14мм, ● 16мм, ● 18мм, ● 20мм.
10000 Р



М2-06-80+М3М-06-207 Комплект экс. валков расковки без нагрева профтрубы с усилением в пику и лапку
Комплект эксцентриковых валков для расковки без нагрева концов заготовок из профильной трубы с усилением в лапку и пику без нагрева
Металлопрокат:
профильная труба с толщиной стенки 1,5-2мм □ 10х10мм,□ 15х15мм;□ 20х20мм;□ 25х25мм;□ 40х20мм.
14000 Р


М3М-06-105+М3М-06-105-1Комп-т эксц.валков расковки без нагрева профтрубы с усилением в пику и лапку
Комплект эксцентриковых валков для расковки без нагрева концов заготовок из профильной трубы с усилением в лапку и пику без нагрева
Металлопрокат:
профильная труба □ 30х30мм;□ 40х40мм.
14000 Р


М2-06-48 Комплект валков "Балясина"
Используется для изготовления балясин.
Металлопрокат:
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм.
полнотелый круг ● 6мм, ● 8мм, ● 10 мм, ● 12 мм, ● 14мм, ● 16мм.
полоса ▬ 20х4мм, ▬25х4мм.
профильная труба □ 10х10мм, □ 15х15мм ,□ 20х20мм.
14000 Р



Отгрузочный комплект продольного скручивания
Изготовление продольной скрутки «Торсион» из полосы, квадратного прутка.
Совместно с зажимом из профтрубы М2-05-СБ7 изготовление продольной скрутки «Торсион» из профильной трубы + шишка- корзинка из квадратного прутка.
Металлопрокат
БЕЗ М2-05-СБ7 для изготовления продольной скрутки "Торсион":
полнотелый квадрат ■ 12х12 мм;■ 14х14мм; ■ 16х16мм,■ 18х18 мм;■ 20х20мм.
полоса ▬ 20х4мм, ▬25х4мм
С М2-05-СБ7 для изготовления продольной скрутки "Торсион":
профильная труба □ 10х10мм, □ 15х15мм ,□ 20х20мм.
С М2-05-СБ7 для изготовление "шишки-корзинки" :■ 6х6мм; 8х8 мм;■ 10х10 мм.
15000 Р



М2-05-СБ7 Зажим для профтрубы к комплекту продольного скручивания
Используется совместно с отгрузочным комплектом продольного скручивания для изготовление продольной скрутки «Торсион» из профильной трубы + шишка- корзинка из квадратного прутка.
Металлопрокат
для изготовления продольной скрутки "Торсион":
профильная труба □ 10х10мм, □ 15х15мм ,□ 20х20мм.
для изготовление "шишки-корзинки" :■ 6х6мм; 8х8 мм;■ 10х10 мм.
6500 Р



М6-06-СБ7 Модуль вальцевания NEW
Изготовление дуг, арок.
Металопрокат:
полнотелый квадрат:■ 8х8 мм; ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм;■ 16х16мм.
полоса:▬ 20х4мм, 25х4мм
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм;□ 15х15мм,□ 20х20мм.,□ 25х25мм;□ 30х30мм,□ 40х40мм.
круглая труба*:○ 10 мм, ○15мм, ○20мм, ○25мм, ○32мм, ○36мм, ○42мм
*Для работы круглой трубой необходимы дополнительные ролики!
22500 Р


Комплект роликов для изготовления дуг из пустотелой круглой трубы >40
Изготовление дуг арок из пустотелой круглой трубы.
Изготавливаются под конкретный размер трубы:
возможный диаметр труб для модуля вальцев "Эконом" до 42мм
возможный диаметр труб для модуля вальцев "Большой" 10 - 57мм
14900 Р

М5-06-475+М5-06-515 Комплект роликов для изготовления дуг из пустотелой круглой трубы 6/8/10/12/14
Изготовление дуг арок из пустотелой круглой трубы.
○ 6мм,○ 8мм;○ 10мм;○ 12мм, ○ 14мм.
Работает с модулем вальцевания
14900 Р

М5-06-476+М5-06-516 Комплект роликов для изготовления дуг из пустотелой круглой трубы 16/18/20
Изготовление дуг арок из пустотелой круглой трубы.
○ 16мм,○ 18мм;○ 20мм.
Работает с модулем вальцевания
14900 Р

М5-06-477+М5-06-489 Комплект роликов для изготовления дуг из пустотелой круглой трубы 21/24
Изготовление дуг арок из пустотелой круглой трубы.
○ 21мм,○ 24мм.
Работает с модулем вальцевания
14900 Р

М5-06-478+М5-06-490 Комплект роликов для изготовления дуг из пустотелой круглой трубы 27/30
Изготовление дуг арок из пустотелой круглой трубы.
○ 27мм,○ 30мм.
Работает с модулем вальцевания
14900 Р

М5-06-479+М5-06-491 Комплект роликов для изготовления дуг из пустотелой круглой трубы 25/33
Изготовление дуг арок из пустотелой круглой трубы.
○ 25мм,○ 33мм.
Работает с модулем вальцевания
14900 Р

М5-06-511+М5-06-512 Комплект роликов для изготовления дуг из пустотелой круглой трубы 28/32
Изготовление дуг арок из пустотелой круглой трубы.
○ 28мм,○ 32мм.
Работает с модулем вальцевания
14900 Р

М5-06-517+М5-06-518 Комплект роликов для изготовления дуг из пустотелой круглой трубы 36
Изготовление дуг арок из пустотелой круглой трубы.
○ 36мм(36,5мм)
Работает с модулем вальцевания
14900 Р

М5-06-480+М5-06-492 Комплект роликов для изготовления дуг из пустотелой круглой трубы 40
Изготовление дуг арок из пустотелой круглой трубы.
○ 40 мм
Работает с модулем вальцевания
14900 Р

Горн газовый универсальный(ГОРН 05- СБ4)
Благодаря задней съемной стенке горн может быть и "глухим" и "сквозным".
18000 Р

М6-06-СБ6 Рихтовочное устройство
Устройство позволяет регулировать выравнивание проката в двух плоскостях.
58000 Р

М5-02-СБ17 Стяжка валов
Устанавливается на валы для глубокого и равномерного нанесения фактуры и уменьшения продольной и поперечной деформации заготовки при прокате
11000 Р
Подхват, опора подхвата
Дополнительное устройство для декоративного проката полосы
7500 Р
© 2011-2022 ООО «МАН», все права защищены
Кузнечные станки для холодной ковки серии Мастер











 Рассрочка
Рассрочка Доставка
Доставка Гарантия и сервис
Гарантия и сервис